



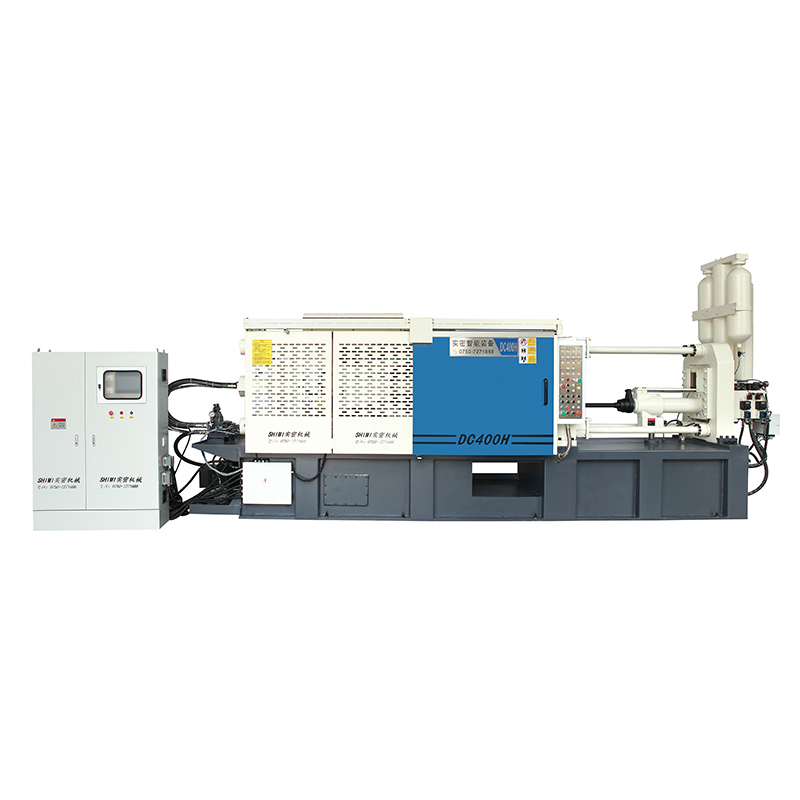
DC1000T-DC5000T
Сервоприводная система с двухконтурным пропорциональным управлением гидравлическим приводом Двухпропорциональное управление интеллектуальной и динамичной работой гидравлической системы, устраняющее дросселирование высокого давления и снижающее температуру масла. Гидравлическая система с д...
Описание
маркер

Сервоприводная система с двухконтурным пропорциональным управлением гидравлическим приводом
Двухпропорциональное управление интеллектуальной и динамичной работой гидравлической системы, устраняющее дросселирование высокого давления и снижающее температуру масла.
Гидравлическая система с двойным пропорциональным управлением, давление и скорость которой можно регулировать.
Улучшите стабильность работы всей машины и обеспечьте качество продукции.
Преобразование действия является гибким, плавным, снижает его воздействие и продлевает срок службы оборудования и пресс-форм.
Система модовой синхронизации
Четыре массивные направляющие колонны из высокопрочной стали,поверхность усилена высокочастотной термообработкойвнешний слой покрыт твердым хромом методом гальванизации высокая износостойкость, увеличенный срок службы оборудования.
Три основные плиты и шарнирный механизм из высокопрочного чугуна с шаровидным графитом,двухколенный рычажный механизм с пятиточечным усилителем,обеспечивает мощное усилие смыкания
Действие смыкания разделяет многоступенчатое управление давлением и скоростью, а также функцию защиты смыкания при низком давлении.

Конструкция двухцилиндрового гидравлического выталкивателя обеспечивает сбалансированную мощность выталкивания и снижает факторы деформации продукта при выталкивании.
Использование центральной электрической системы смазки обеспечивает усовершенствованную точечную количественную смазку.Убедитесь, что дальние и ближние точки смазки равномерно смазаны, а для обеспечения хорошей смазки машины предусмотрена функция сигнализации уровня жидкости и давления.
Как неподвижный шаблон, так и подвижная пластина оснащены контактами для подачи охлаждающей воды в форму для облегчения монтажа и эксплуатации.

Система впрыска под давлением
Используются два независимых высокоскоростных накопителя энергии с наддувом, каждый из которых обладает достаточной емкостью для накопления давления, и высокоскоростной накопитель энергии и накопитель энергии с наддувом не влияют друг на друга, обеспечивая стабильную силу нагнетания давления.
Впрыск под низким давлением регулируется электрическим пропорциональным клапаном, который быстро реагирует и стабилен в работе.
Процесс впрыска контролируется несколькими ступенями скорости, что соответствует различным требованиям к процессу изготовления пресс-форм.
Широкий диапазон регулировки скорости впрыска, низкая скорость впрыска 0.1-1.4 м/с.
Высокоскоростной компрессионный впрыск, максимальная скорость впрыска сжатого воздуха составляет ≧7м/с.Гарантия производства высококачественных отливок.
Активная система контроля давления: короткое время создания давления, низкое воздействие давления и высокая повторяемость.Подходит для производства отливок высокой плотности.
Уникальная активная невозвратная система повышения давления: короткое время создания давления, низкое воздействие давления, высокая воспроизводимость. Подходит для производства отливок высокой плотности.
Конструкция встроенного усилительного поршня улучшает реакцию на воздействие, повышает целостность системы впрыска и уменьшает количество разливов масла.
Подъем в нескольких положениях для литья под давлением, подходящий для изготовления пресс-форм различной конструкции.
Гидравлическая система
Применение гидравлической системы смыкания с быстрым дифференциально-рекуперативным контуром обеспечивает плавное и высокоскоростное смыканиеиразмыкание форм, повышая производственную эффективность.
Группа перекачки гидравлического сердечника богато оснащена: в стандартную комплектацию входит 1 комплект установочной пластины клапана перекачки гидравлического сердечника и 1 комплект подвижной пластины; установочная пластина и подвижная пластина могут быть оснащены по 2 комплектами каждая.
Имеется набор неподвижных и подвижных пресс-форм, которые предназначены для пресс-форм с особыми требованиями к повышению герметичности и прочности отливок под давлением.
Используйте гидравлические компоненты надежных брендов (Токио Кейки, Юкени другие бренды).


Контрольная система электроприборов
Система управленияСименс и сенсорная панель Siemens обеспечивают удобное управление с многофункциональными интерфейсами, удовлетворяющими требованиям регулировки технологий литья под давлением.
Мощная функция хранения параметров позволяет сохранять до 60 наборов параметров пресс-форм для последующего использования в производстве, повышая эффективность и стабильность качества продукции.
Проводка корпуса машины выполнена из масло- и термостойких проводов со стальной защитной оплёткой, обеспечивающей надёжную защиту даже в экстремальных условиях эксплуатации и гарантирующей бесперебойное производство.
Соединения между корпусом машины и главным электронным блоком управления оснащены авиационными разъёмами, гарантирующими безопасность, надёжность и простоту обслуживания.

Полностью автоматическая защитная дверь

Русскоязычная операторская панель

Система быстрой смены пресс-форм с передней тяговой штангой

Интегрированный двухплунжерный цилиндр

Система смазки пуансона
Система электрического регулирующего клапана
Электрический регулирующий клапан обеспечивает повышенную точность контроля скорости впрыска,простое и удобное регулирование параметров


Централизованная система автоматической смазки
Центральная автоматическая система смазки регулярно смазывает машину, что увеличивает срок службы и сокращает время технического обслуживания.

| ПУНКТ | единица измерения | DC1000T | DC1300T | DC1650T | DC2000T | DC2500T | DC3000T |
| Усилие Зажима | КН | 10000 | 13000 | 16500 | 20000 | 25000 | 30000 |
| Ход Зажима | ММ | 880 | 1000 | 1200 | 1400 | 1500 | 1500 |
| Усилие Выталкивания | КН | 500 | 550 | 600 | 650 | 750 | 900 |
| Ход Выталкивания | мм | 200 | 200 | 250 | 300 | 300 | 300 |
| Толщина Пресс-Формы | мм | 450-1150 | 450-1200 | 500-1400 | 300-1600 | 700-1800 | 850-2000 |
| Размер Пластины (ш*в) | мм | 1620*1620 | 1730*1730 | 2000*2000 | 2150*2150 | 2350*2350 | 2620*2620 |
| Диаметр Штамповой Пластины | мм | 200 | 230 | 250 | 280 | 310 | 340 |
| Расстояние Между Соединительными Стержнями (ш*в) | ММ | 1030*1030 | 1100*1100 | 1250*1250 | 1350*1350 | 1500*1500 | 1650*1650 |
| Сила Удара | КН | 805 | 1100 | 1260 | 1510 | 1800 | 1950 |
| Ход Удара | мм | 850 | 910 | 970 | 1050 | 1100 | 1150 |
| Диаметр Поршня | мм | 90/100/110/120 | 100-140 | 100-150 | 120-160 | 140-1810 | 140-180 |
| Вес Дроби/Всего | КГ | 10/12.5/15/18 | 13-36 | 17-32 | 22-39 | 30-55 | 35-60 |
| Масса Дроби, Мг | КГ | 7.2/9/10.8/12.90 | 9.3-18.7 | 12.2-23 | 15.8-28 | 21.6-39.6 | 25.2-43.2 |
| Давление (Интенсивность) Заливки | Мпа | 126.102.84.71 | 140-71 | 132-71 | 133-75 | 115-70 | 125-75 |
| Площадь Заливки | СМ2 | 790-1390 | 885-1735 | 1200-2220 | 1400-2630 | 2150-3500 | 2360-3920 |
| Максимальная Площадь Заливки | СМ2 | 2500 | 3125 | 4125 | 5000 | 6250 | 7500 |
| Положение Впрыска | мм | -100 , -300 | -160,-320 | -175,-350 | -200,-400 | -200,-400 | -250,-450 |
| Расстояние Запуска Дробеметной Головки | мм | 300 | 350 | 400 | 450 | 450 | 480 |
| Диаметр Фланца Дробеметной Камеры | мм | 240 | 240 | 260 | 260 | 280 | 280 |
| Высота Выступающей Пластины Дробеметного Фланца | ММ | 20 | 25 | 25 | 30 | 30 | 30 |
| Мощность Двигателя | КВТ | 45 | 74 | 90 | 110 | 135 | 150 |
| Рабочее Давление в Системе | МПа | 16 | 16 | 16 | 16 | 16 | 16 |
| Объем Масляного Бака | Л | 1500 | 2000 | 2500 | 2800 | 3000 | 3200 |
| Вес Машины | КГ | 70 | 95 | 105 | 130 | 165 | 210 |
| Размер Машины | М | 10*3.3*3.7 | 11000*4.0*4.5 | 12*4.2*4.3 | 12.7*4.4*4.4 | 14*4.6*4.5 | 15*4.8*4.6 |
связаться с нами
Сопутствующие популярные продукты

Машина для литья под давлением с цифровым управлением
Цифровая система управления может быть применена ко всем моделям машин для литья под давлением с высокой плотностью.Машина для литья под давлением в холодной камере и машина для литья под давлением в горячей камере.

Гранульная смазка
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Башня холодной воды
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Автоматическая машина для литья под давлением
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Машина для литья под давлением осветительных приборов
Филиал компании Гуандун Шими— предприятие Жуншань Шими, расположенное в непосредственной близост...

Охладитель
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

DC130T-DC880T
Гидравлическая система питания с двойным пропорциональным управлением c Двухпропорциональное упра...

Автоматическая машина для подачи супа
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Скоростная загрузочная чаша 25-68Т
Гидравлическая система пилотного контроля переполнения Интеллектуальная и динамичная работа, высо...

Легко повреждаемые детали машины для литья под давлением с горячей камерой
Высококачественное сырье, тонкая механическая и термическая обработка. Солидная плотная пожизненная поставка запасных частей на машины горячего камерного литья под давлением, производимые нашей компанией.
Сервоприводной распылитель
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Машина для литья под давлением ювелирных изделий из цинкового сплава
Машины для литья под давлением из цинковых сплавов высокой плотности в основном используются в юв...
Машина для литья под давлением из латуни
Латунная машина для литья под давлением широко применяется в различных промышленных сферах. Её кл...

Сервоэнергосберегающая машина для литья под давлением
Сервоэнергосберегающая система может быть применена ко всем моделям машин для литья под давлением с высокой плотностью.Машина для литья под давлением в холодной камере и машина для литья под давлением в горячей камере. Высокая эффективность и энергосбережение Низкий шум Стабильный Высокоскоростной соответствующий Высокоточный контроль Увеличьте срок службы

Автоматизированный роликовый конвейер 1
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Ультразвуковой сепаратор 2
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.








