




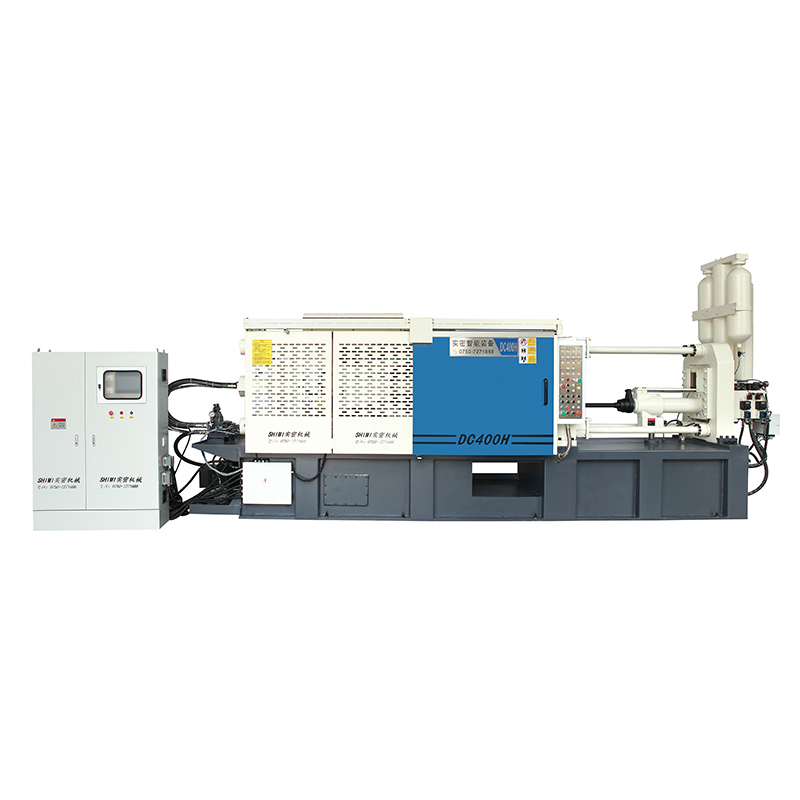
Вертикальная машина для литья под давлением из алюминиевого сплава
1. Основные отличия в использовании: Вертикальные станки больше подходят для литья под давлением некоторых изделий для литья под давлением со вставками (просты в эксплуатации) и изделий с высокими требованиями к плотности и динамической сбалансированности. 2. Особая вертикальная конструкция ли...
Описание
маркер
1. Основные отличия в использовании: Вертикальные станки больше подходят для литья под давлением некоторых изделий для литья под давлением со вставками (просты в эксплуатации) и изделий с высокими требованиями к плотности и динамической сбалансированности.
2. Особая вертикальная конструкция литья под давлением, форма устанавливается горизонтально, а изделие для литья под давлением заполняется горизонтально. По сравнению с машиной для литья под давлением, сила тяжести не влияет на раствор сплава, и плотность продукта будет более равномерной.
3. Камера для литья под давлением расположена вертикально. После заливки жидкого металла в камеру для литья под давлением газ и остатки материала оказываются на поверхности жидкого металла. В процессе заливки под давлением газ внутри формы и накипь в жидком металле удаляются легче.

Система электрического регулирующего клапана
Электрический регулирующий клапан обеспечивает повышенную точность контроля скорости впрыска,простое и удобное регулирование параметров
Энергосберегающая сервосистема
В нем применена конструкция сервосистемы питания, экономия энергии составляет 45 ~ 75%, давление и расход в системе регулируются по замкнутому контуру, реакция на действие происходит быстро, а машина работает более плавно.

| Название проекта | единица измерения | DL100T | DL238T | DL300T | DL400T | DL550T | DL700T | DL900T | DL1000T |
| сила смыкания формы | кН | 1000 | 2380 | 3000 | 4000 | 5500 | 7000 | 9000 | 10000 |
| Ход смыкания формы | мм | 300 | 400 | 460 | 550 | 600 | 650 | 760 | 880 |
| Сила выталкивания | кН | 70 | 170 | 150 | 285 | 315 | 315 | 320 | 500 |
| Ход выталкивания | мм | 60 | 100 | 105 | 125 | 120 | 150 | 180 | 200 |
| Толщина пресс-формы | мм | 130-430 | 220-670 | 250-700 | 250-750 | 350-850 | 300-900 | 400-950 | 450-1150 |
| Размер шаблона | мм | 610*610 | 820x820 | 900x900 | 1050x1050 | 1160x1160 | 1270x1300 | 1450x1415 | 1620x1620 |
| Диаметр направляющих колонн | мм | 70 | 100 | 110 | 130 | 140 | 160 | 180 | 200 |
| Внутреннее расстояние между направляющих колонн | мм | 400*400 | 530x530 | 580x580 | 700x700 | 780x780 | 850x850 | 960x960 | 1030x1030 |
| Усилие инжекции (с усилением) | кН | 150 | 300 | 370 | 480 | 510 | 610 | 665 | 805 |
| Ход инжекции | мм | 250 | 300 | 430 | 500 | 500 | 550 | 650 | 720 |
| Диаметр головки молотка | мм | 40/50/60 | 50/60/70 | 50/60/70 | 60/70/80 | 70/80/90 | 80/90/100 | 90/100/110 | 90-120 |
| Объем впрыска (алюминий) | кг | 0.5/0.8/1.1 | 1.42/2.2/2.8 | 1.5/2.1/2.9 | 2.4/3.2/4.2 | 3.0/3.9/5.0 | 4.3/5.8/7.2 | 9.1/11.2/12 | 10-18 |
| Объем впрыска (магний) | кг | 0.3/0.5/0.7 | 0.9/1.5/1.8 | 0.9/1.3/1.8 | 1.5/2.0/2.6 | 1.9/2.4/3.1 | 3.3/4.2/5.5 | 5.5/6.1/7.2 | 7-13 |
| Давление литья (с усилением) | МПа | 120/78/54 | 148/104/75 | 200/140/100 | 170/125/95 | 132/100/80 | 159/122/96 | 154/121/98 | 126-71 |
| Площадь литья | см² | 83/128/185 | 145/210/284 | 150/215/300 | 235/320/420 | 415/550/680 | 395/515/655 | 580/740/915 | 790-1390 |
| Максимальная площадь литья | см² | 250 | 620 | 750 | 1000 | 1300 | 1650 | 2350 | 2500 |
| Расстояние выталкивания инжекционной головки | мм | 100 | 125 | 150 | 190 | 210 | 250 | 300 | 300 |
| Диаметр фланца инжекционной камеры | мм | 110 | 110 | 110 | 130 | 130 | 165 | 200 | 240 |
| Высота выступа фланца камеры давления | мм | 10 | 10 | 10 | 15 | 15 | 15 | 20 | 20 |
| Мощность двигателя | кВт | 11 | 15 | 22 | 22 | 30 | 37 | 45 | 45 |
| Давление в системе | МПа | 11 | 14 | 14 | 14 | 15 | 16 | 16 | 16 |
| Объем масляного бака | л | 300 | 400 | 600 | 600 | 600 | 700 | 800 | 800 |
Случаи клиентов



Приложение



связаться с нами
Сопутствующие популярные продукты
Машина для литья под давлением из латуни
Латунная машина для литья под давлением широко применяется в различных промышленных сферах. Её кл...

Машина для литья под давлением из магниевого сплава
Машины для литья под давлением из магниевых сплавов Шими широко используются в автомобилестроении...

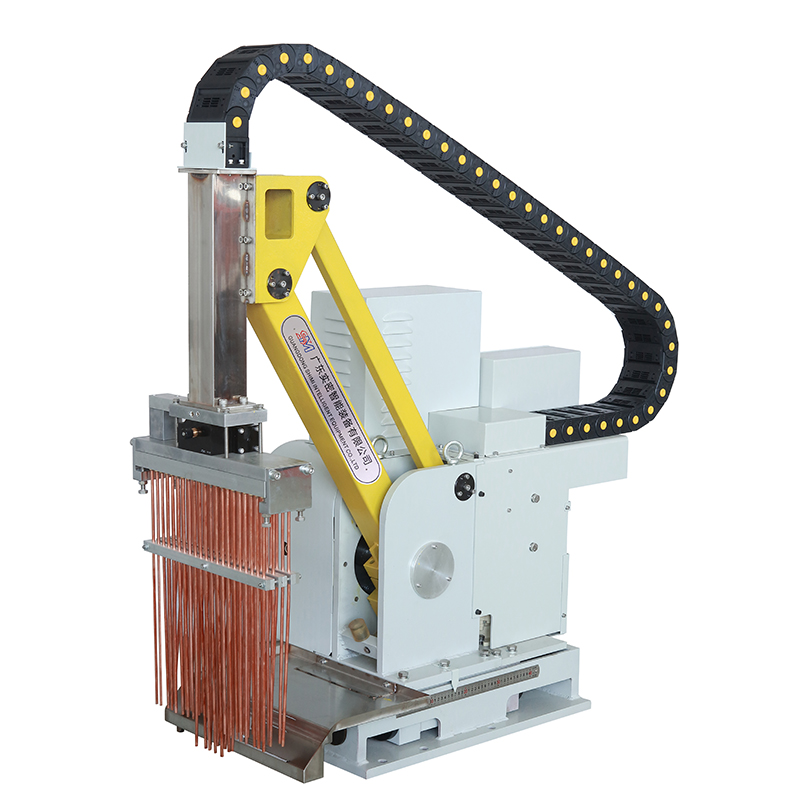
Робот
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Охладитель
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Автоматизированный роликовый конвейер 1
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Машина для литья под давлением ювелирных изделий из цинкового сплава
Машины для литья под давлением из цинковых сплавов высокой плотности в основном используются в юв...

Машина для литья под давлением автозапчастей из алюминиевого сплава
Машина для литья под давлением автозапчастей из алюминиевых сплавов Машины для литья под давление...

Электрическая печь
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Машина для литья под давлением с цифровым управлением
Цифровая система управления может быть применена ко всем моделям машин для литья под давлением с высокой плотностью.Машина для литья под давлением в холодной камере и машина для литья под давлением в горячей камере.

Автоматическая машина для подачи супа
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Ультразвуковой сепаратор 2
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Машина для литья под давлением осветительных приборов
Филиал компании Гуандун Шими— предприятие Жуншань Шими, расположенное в непосредственной близост...

DC130T-DC880T
Гидравлическая система питания с двойным пропорциональным управлением c Двухпропорциональное упра...

Башня холодной воды
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.
Сервоприводной распылитель
Поставщик комплексных решений для производства литья под давлением. Предоставлять клиентам оборудование для литья под давлением и решения, соответствующие производственным потребностям.

Машина для литья под давлением медалей из цинкового сплава
Настоящая машина для литья под давлением из плотного цинкового сплава широко используется в произ...








